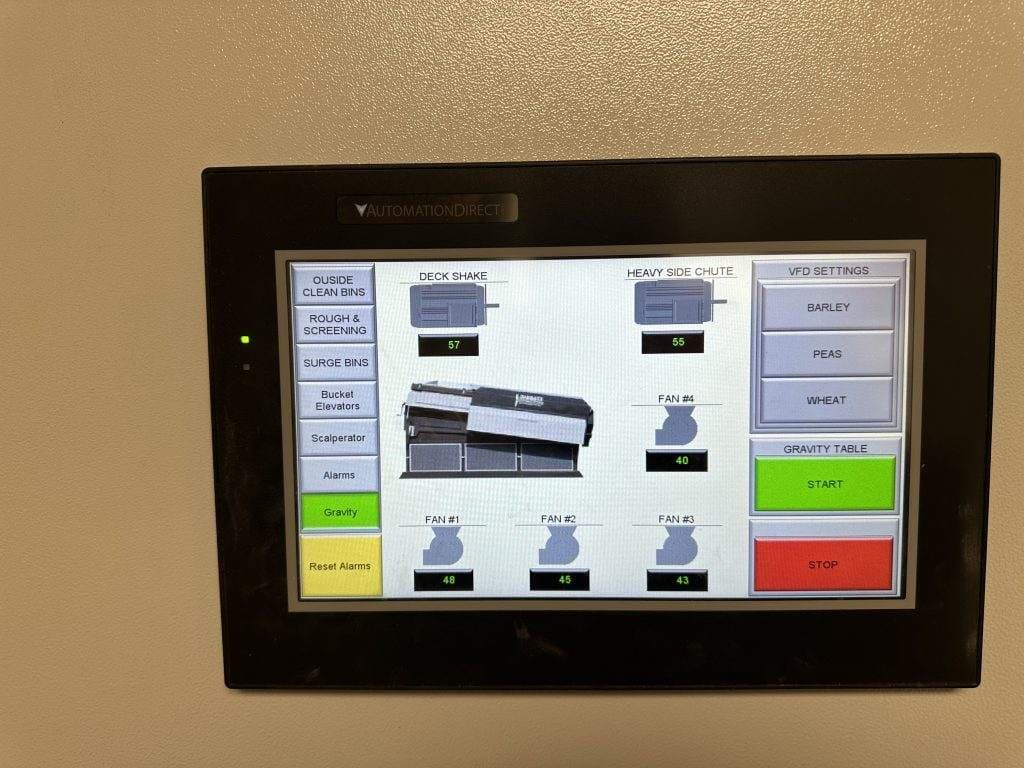
Current Group works to make companies in the agriculture industry safer and more efficient by upgrading dated control systems and outdated equipment. Our client now saves time, money and manpower with an improved monitoring system in their seed cleaning plant.
Current Group works to make companies in the agriculture industry safer and more efficient by upgrading dated control systems and outdated equipment. Our client now saves time, money and manpower with an improved monitoring system in their seed cleaning plant.